La rugosité de surface est très importante pour la plupart des surfaces impliquées dans le contact glissant. En effet, des facteurs tels que le taux d'usure d'origine et la nature soutenue dépendent fortement de cette caractéristique. Ces surfaces sont généralement des surfaces porteuses, et la rugosité doit être marquée pour assurer l'adéquation de l'usage prévu.
Définition de Rugosité de surface
La rugosité de surface (SR) est la rugosité de surface dans notre mesure quotidienne, qui peut être comprise comme l'irrégularité du pas fin et des pics et vallées minuscules dans le processus de traitement des produits.
Il est généralement défini comme la petite distance (distance d'onde) entre deux pics ou deux doigts creux. En général, la distance d'onde est de 1 mm ou moins, et elle peut également être définie comme la mesure de micro-profils, communément appelée valeur de micro-erreur.
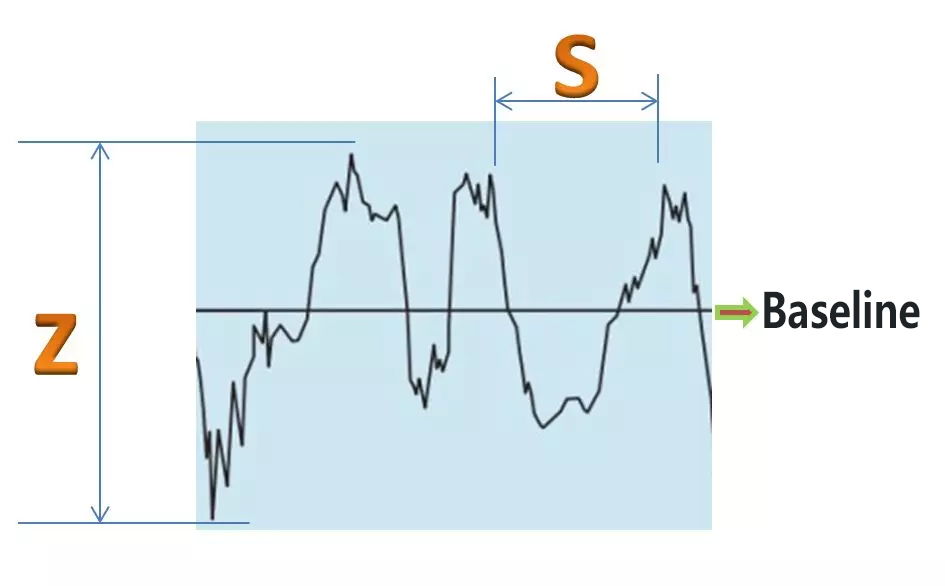
Nous évaluons généralement qu'il y aura une base de référence pour la rugosité. Le point le plus haut au-dessus de la ligne de base est appelé le point de crête et le point le plus bas en dessous de la ligne de base est appelé le point de vallée.
Alors la hauteur entre le pic et la vallée est exprimée par Z ; La distance entre les microtextures du produit transformé Nous utilisons S pour exprimer.
Dans des circonstances normales, la taille de la valeur S est définie dans la norme de vérification nationale :
S<1mm est défini comme SR
1≤S≤10mm est défini comme SR
La norme nationale chinoise de vérification de la métrologie le stipule : Normalement, les trois paramètres de VDA3400, Ra et Rmax sont utilisés pour évaluer la rugosité de surface de vérification, et l'unité de mesure est généralement exprimée en je suis.
Relation des paramètres d'évaluation
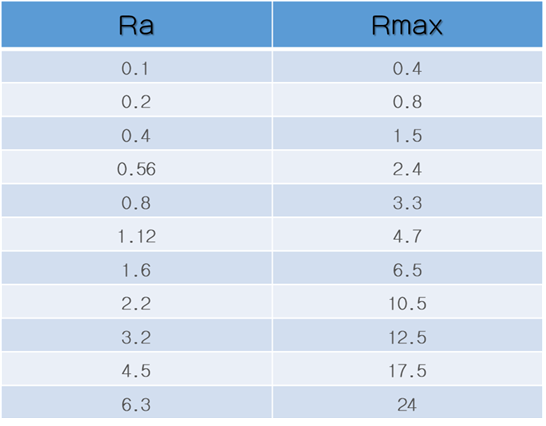
Ra est défini comme l'écart arithmétique moyen (rugosité moyenne) de la courbe, Rz est défini comme la hauteur moyenne de l'irrégularité et Ry est défini comme la hauteur maximale.
La différence de hauteur maximale Ry du micro-profil est également exprimée par Rmax dans d'autres normes.
Veuillez vous référer au tableau suivant pour la relation spécifique entre Ra et Rmax :
Comment est-il formé ?
La formation de rugosité de surface est causée par le processus d'usinage de la pièce. La méthode de traitement, le matériau de la pièce et le processus sont tous des facteurs de la rugosité de la surface de l'image.
Par exemple : Lors de l'usinage par décharge électrique, la surface de la pièce usinée présente des irrégularités de décharge.
La technologie de traitement et le matériau des pièces sont différents, et il existe diverses différences dans les micro-marques laissées sur la surface des pièces traitées, telles que (densité, profondeur, changement de forme, etc.).
Effet de la rugosité de la surface sur la pièce
Résistance à l'usure de la pièce
Stabilité d'ajustement
Résistance à la fatigue
Résistance à la corrosion
Etanchéité
Rigidité de contact
précision de mesure
…
Le revêtement, la conductivité thermique et la résistance de contact, la capacité de réflexion et les performances de rayonnement, la résistance à l'écoulement des liquides et des gaz et la circulation du courant à la surface du conducteur auront tous des degrés d'influence variables.
Base d'évaluation
Longueur d'échantillonnage
La longueur unitaire de chaque paramètre, la longueur d'échantillonnage est la longueur d'une ligne de référence pour évaluer la rugosité de la surface. Selon la norme ISO1997, 0,08 mm, 0,25 mm, 0,8 mm, 2,5 mm et 8 mm sont généralement utilisés comme longueur de référence.
Durée de l'évaluation
Se compose de N longueurs de référence. La rugosité de surface de chaque partie de la surface du composant ne peut pas vraiment refléter le paramètre réel de rugosité sur une longueur de référence, mais il faut prendre N longueurs d'échantillonnage pour évaluer la rugosité de surface. La durée d'évaluation selon la norme ISO1997 est généralement N = 5.
Référence
La ligne de référence est la ligne médiane du contour pour évaluer le paramètre de rugosité. Généralement, il y a une ligne médiane des moindres carrés et une ligne médiane moyenne arithmétique de contour.
[Ligne médiane des moindres carrés] est le calcul des moindres carrés des points collectés pendant le processus de mesure.
[Moyenne arithmétique de l'axe du contour] Dans la longueur d'échantillonnage, rendez l'aire des deux parties du contour sur la ligne médiane égale
En théorie, la ligne médiane des moindres carrés est une ligne de base idéale, mais elle est difficile à obtenir dans les applications pratiques, elle est donc généralement remplacée par la ligne médiane moyenne arithmétique du contour, et une ligne droite avec une position approximative peut être utilisée à la place.
Comment obtenir la valeur de rugosité de surface ?

L'évaluation de la rugosité de surface est de plus en plus valorisée dans l'industrie manufacturière. Pour étudier la rugosité de surface, vous devez utiliser une machine spéciale, nommée : instrument de mesure de rugosité de surface.
La plupart des méthodes de mesure de rugosité de surface correctes et complètes, bien qu'elles utilisent une machine de mesure dédiée, mais dans certains cas, pour un fonctionnement rapide et peu coûteux, vous pouvez également utiliser des outils de kit portatifs pour mesurer, comme indiqué ci-dessous :
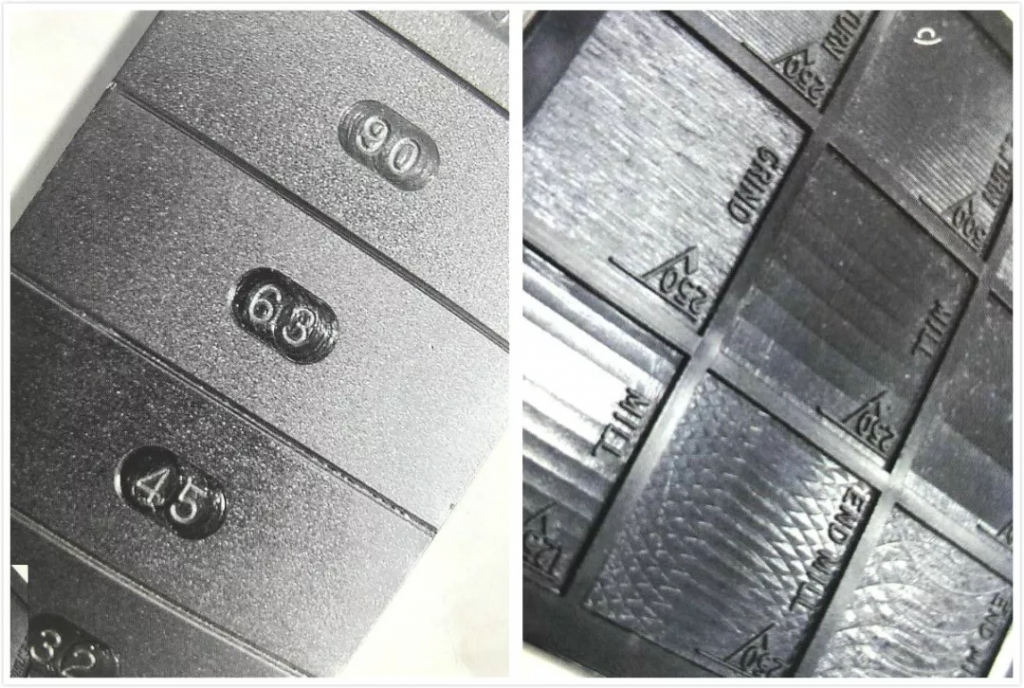
La feuille de comparaison de rugosité est un échantillon à base de nickel réalisé par électroformage. Il est idéal pour le traitement des métaux et constitue un outil auxiliaire très efficace.
Les fonctions pouvant être réalisées par la machine de mesure de la rugosité sont différentes, la méthode d'évaluation est différente et le coût est également différent. Choisissez le modèle le plus adapté en fonction des besoins de fournisseur de raccords de tuyauterie en acier inoxydable.



