Методы сварки тонкостенных труб из нержавеющей стали
Тонкостенный трубка из нержавеющей стали обычно означает: диаметр трубы составляет от φ5 до 50 мм, а толщина стенки составляет от δ0,3 до 1,0 мм.
Форма сварных соединений: сварка тонких и тонких трубок, сварка тонких труб и толстых трубок (включая поперечную сварку труб и концентрическую сварку), самая сложная для сварки проблема - это легко прожигание, разрушение, для чего должны потребоваться определенные технологические меры .
Метод сварочной сборки такой:
- Соединение между тонкой трубкой и тонкой трубкой может быть в форме завивки (отбортовки) с использованием самосплавления аргонной дуги или подходящего соединения проволокой;
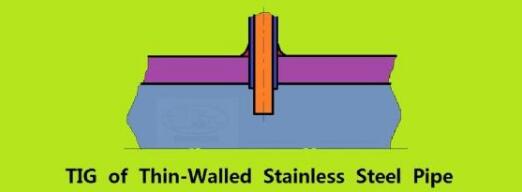
- Тонкая трубка приваривается к толстой трубке и обычно приваривается вставным способом. Чтобы предотвратить прожог и разрушение, в тонкую трубку можно вставить медный стержень или асбестовый стержень, диаметр которого немного меньше внутреннего диаметра тонкой трубки.
Если тонкая трубка не является прямой трубкой, в тонкую трубку можно поместить тугоплавкий или желтый грязь, чтобы предотвратить разрушение во время сварки. Это не только предотвращает обрушение из-за прожога, но и действует как обратная защита сварного шва.
Примечание. При использовании медного стержня в качестве футеровки внутренней трубы всегда обращайте внимание на то, расплавлен ли медный стержень (его можно в любой момент вынуть, охладить, а затем вставить).
Для аргонно-дуговой сварки тонкостенных труб из нержавеющей стали в основном применяется прерывистая сварка с небольшими техническими характеристиками. Используемый сварочный аппарат должен иметь: способность к высокочастотному возбуждению дуги, сварочный ток с увеличением и уменьшением мощности, а также отличную стабильность дуги при малом токе. Ждать. Его должен сваривать опытный сварщик аргона. Обратите внимание на положение начала дуги, длину дуги, способ образования и время существования ванны расплава, время интервала дуги и способ добавления проволоки.
Параметры сварки:
- Сварочный ток 10 ~ 20А;
- Напряжение дуги 10В;
- Расход газообразного аргона составляет от 6 до 10 л / мин.
- Диаметр вольфрамового электрода от 1,0 до 1,2 мм;
- Диаметр сопла 6 ~ 8 мм;
- Ток увеличивается на 2 секунды;
- Текущее время затухания - 1 секунда;
- Диаметр проволоки от 0,6 до 0,8 мм.
Материал в принципе аналогичен основному металлу; продолжительность каждого участка сварки должна быть короткой и не слишком длинной, обычно менее 5 секунд.
Другие методы сварки, сварка тонкостенных труб из нержавеющей стали. Помимо экономичной аргонодуговой сварки вольфрамом, также могут использоваться микролучевая плазменная сварка, лазерная сварка, электронно-лучевая сварка, пайка и т. Д.
Сообщение от поставщик труб из нержавеющей стали а также поставщик труб из нержавеющей стали 1ТР4Т.



