UNS N04400também chamado de monel 400, MCu-28-1.5-1.8 ou Ni68Cu28Fe.
É um liga à base de níquel material com boa resistência à corrosão em água do mar, solventes químicos e vários meios ácidos.
Especialmente em relação à resistência à corrosão por ácido fluorídrico, ficou em primeiro lugar entre as ligas gerais à base de níquel.
O principal componentes do Monel 400 são NÍQUEL e COBRE.
Precauções de soldagem para N04400
O Monel 400 tem bom desempenho de soldagem, pode ser usado no método TIG e MIG, pode usar o corpo do Monel ou o fio EniCu-7, eletrodo. Ou soldagem manual por arco elétrico e soldagem por arco submerso, pode ser soldada com aço carbono e aço de baixa liga. Lembramos a você os dois pontos a seguir.
É fácil produzir rachaduras térmicas, especialmente no poço do arco, onde a sensibilidade à rachadura é maior. Principalmente na segregação de S e P no poço do arco, S, P e Ni formam um co-cristal de baixo ponto de fusão. No processo de cristalização da solda, a segregação no limite do cristal, sob a ação da tensão de tração, produz trincas. Portanto, o teor de S e P deve ser rigorosamente controlado.
O metal líquido tem pouca fluidez e pode dissolver gases como oxigênio, nitrogênio e hidrogênio, o que o torna propenso à porosidade.
N04400 Descrição da soldagem
Para testar seu desempenho e processo de soldagem, citamos um exemplo de cliente para fazer um guia de teste de soldagem.
Especificações da placa de teste
Duas placas de teste 10*300*100, ângulo de chanfro de soldagem de 37,5°, borda cega de 4 mm, usando um processamento de plaina. A origem da placa de teste é a VDM, Alemanha.
Teste do processo de soldagem
O processo de soldagem de teste consiste em primeiro chanfrar, depois montar a placa de teste e soldá-la por pontos, com a adição das placas de entrada e saída 304.
Em seguida, a limpeza pré-soldagem é realizada para preparar a soldagem.
A soldagem é automatizada, usando o processo PAW para preparação, seguido de três passes de arame de enchimento TIG e soldagem de cobertura.
Após a conclusão da soldagem, foi realizada a inspeção RT e foram realizados testes mecânicos.
Devido ao tamanho limitado da placa de teste, o teste mecânico só foi capaz de concluir o teste de tração e o teste de flexão para frente e para trás da solda.
Situação da soldagem
O operador deve operar de maneira padronizada e controlar os parâmetros de soldagem adequadamente. Nesse momento, a chapa soldada tem boa qualidade de soldagem e atende aos requisitos de desempenho da liga N04400.
Uso pequeno calor para reduzir a probabilidade de rachaduras. Baixas especificações de soldagem (corrente, tensão, velocidade de soldagem) para reduzir o risco de deformação e defeitos de soldagem. Controle a temperatura da camada intermediária menos de 100℃ para reduzir a influência do ciclo de calor no processo de soldagem.
Processo de soldagem N04400
| Designação | Diâmetro (mm) | C | Mn | Si | S | P | Al | Fe | Ti | Cu | Ni+Co | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Arame de solda | 1.6 | 0.072 | 3.53 | 0.97 | 0.001 | 0.005 | 0.12 | 0.12 | 2.35 | Restante | 65.11 | / |
| Haste de solda | 3.2 | 0.10 | 3.38 | 0.84 | 0.003 | 0.005 | 0.22 | 0,45/td> | 0.74 | 29.52 | / | 64.74 |
Ⅱ, Vareta de solda 350℃×1h de secagem; arame preste atenção à limpeza da superfície. Pré-aqueça abaixo de 100°C, se necessário.
Ⅲ, polaridade de soldagem a arco para conexão reversa de CC, TIG para conexão positiva de CC, conexão positiva de diâmetro de tungstênio, diâmetro de tungstênio φ3mm, diâmetro do bocal φ10mm, pureza de argônio 99,99%.
Ⅳ, esmerilhamento mecânico e esfregue o chanfro e sua borda com acetona.
V, forma de chanfro e sequência de soldagem
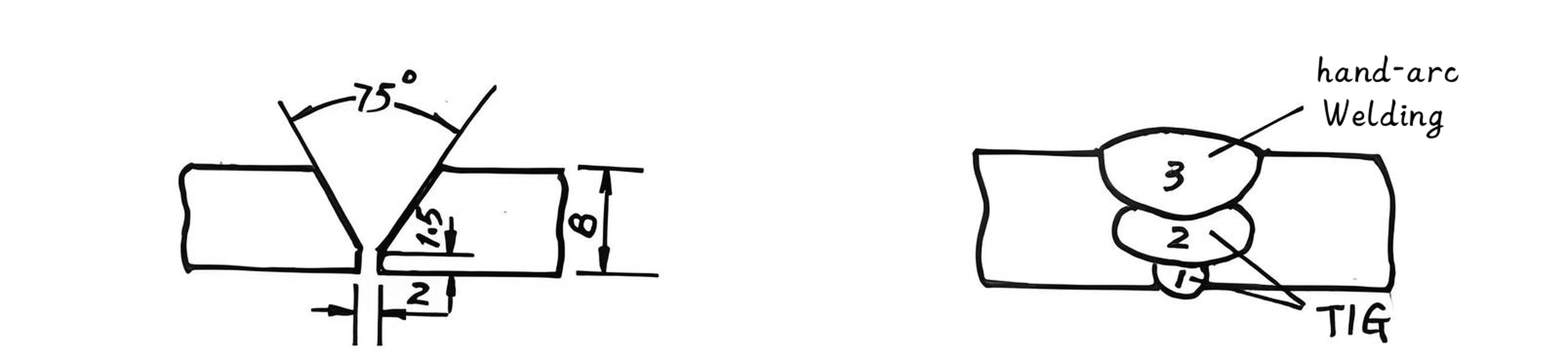
| Método de soldagem | Níveis de soldagem | Corrente de soldagem (A) | Tensão de arco (V) | Velocidade de soldagem (cm/min) | 12 | Vazão de argônio (L/min) | Temperatura da camada intermediária (°C) |
|---|---|---|---|---|---|---|---|
| TIG | Camada inferior | 70 ~ 120 | 14 ~ 18 | 10 | 10080 | 8 ~ 12 | / |
| TIG | Segundo | 95 ~ 120 | 14 ~ 18 | 6 | 15400 | 8 ~ 12 | Menos de 100 |
| Soldagem com arco manual | Camada de cobertura | 110 ~ 120 | 22 ~ 24 | 7 | 20740 | / | Menos de 100 |
VIII, o arame de enchimento deve ser mantido em um ângulo adequado para uma alimentação rápida.
Ⅸ, controle a profundidade da fusão durante a aplicação e mantenha a taxa de fusão abaixo de 50%. Use também uma corrente baixa.
Ⅹ, caminhos de solda estreitos e planos são os melhores. As peças de solda de face elevada devem minimizar o volume da poça de fusão para facilitar a modelagem da solda. Ao fechar o arco, preste atenção para preencher o poço do arco.
Ⅺ, Use a soldagem de arco curto para evitar a ingestão excessiva de gases nocivos durante o processo de soldagem.
Talvez você também queira ler:
A arte e a ciência da soldagem de tubos



