UNS N04400также называемая monel 400, MCu-28-1.5-1.8 или Ni68Cu28Fe.
Это сплав на основе никеля материал с хорошей коррозионная стойкость в морской воде, химических растворителях и различных кислотных средах.
Особенно по коррозионной стойкости к фтористоводородной кислоте, занимая первое место среди сплавов на основе никеля.
Главный компоненты Monel 400 НИКЕЛЬ а также КЕРАМИКА.
Меры предосторожности при сварке N04400
Monel 400 имеет хорошие сварочные характеристики, может быть TIG и MIG метод, может использовать Monel тела или EniCu-7 проволоки, электрода. Или ручная электродуговая сварка и сварка под флюсом, может быть сварена с углеродистой и низколегированной сталью. Мы напоминаем вам о следующих двух моментах.
Легко образуются термические трещины, особенно в дуговой яме чувствительность к трещинам выше. В основном в дуговой яме происходит сегрегация S, P, S, P и Ni образуют ко-кристалл с низкой температурой плавления. В процессе кристаллизации сварного шва, сегрегация в кристаллической границе, под действием растягивающего напряжения, приводит к образованию трещин. Поэтому содержание S, P должно строго контролироваться.
Жидкий металл обладает плохой текучестью и может растворять газы, такие как кислород, азот и водород, что делает его склонным к пористости.
N04400 Описание сварки
Для проверки характеристик и процесса сварки мы приводим пример клиента, чтобы сделать руководство по испытанию сварки.
Технические характеристики испытательных пластин
Две тестовые пластины 10*300*100, угол скоса под сварку 37,5°, тупая кромка 4 мм, обработка рубанком. Происхождение тестовой пластины - VDM, Германия.
Испытательный процесс сварки
Процесс тестовой сварки заключается в том, что сначала снимается фаска, затем собирается тестовая пластина и производится точечная сварка с добавлением вводной и выводной пластины 304.
Затем выполняется предсварочная очистка для подготовки к сварке.
Сварка автоматизирована, используется процесс PAW для грунтовки, затем три прохода присадочной проволоки TIG и сварка в защитной оболочке.
После завершения сварки был проведен контроль RT и механические испытания.
Из-за ограниченного размера испытательной пластины при механическом испытании удалось выполнить только испытание на растяжение и испытание сварного шва на прямой и обратный изгиб.
Ситуация со сваркой
Оператор должен работать в стандартной манере и правильно контролировать параметры сварки. На данный момент сварная пластина имеет хорошее качество сварки и соответствует требованиям к характеристикам сплава N04400.
Используйте небольшое тепло для уменьшения вероятности образования трещин. Низкие технические характеристики сварки (ток, напряжение, скорость сварки) для снижения риска деформации и дефектов сварки. Контролируйте температуру прослойки менее 100℃ для уменьшения влияния теплового цикла в процессе сварки.
N04400 Процесс сварки
| Назначение | Диаметр (мм) | C | Mn | Si | S | п | Al | Fe | Ti | Cu | Ni+Co | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сварочная проволока | 1.6 | 0.072 | 3.53 | 0.97 | 0.001 | 0.005 | 0.12 | 0.12 | 2.35 | Остаток | 65.11 | / |
| Сварочный стержень | 3.2 | 0.10 | 3.38 | 0.84 | 0.003 | 0.005 | 0.22 | 0.45/td> | 0.74 | 29.52 | / | 64.74 |
Ⅱ, сварочный пруток 350℃×1ч сушки; проволока обратить внимание на очистку поверхности.Обычно нет предварительного нагрева в необходимости. При необходимости подогрейте до температуры ниже 100°C.
Ⅲ, полярность дуговой сварки для обратного соединения DC, TIG для положительного соединения DC, диаметр вольфрама для положительного соединения, диаметр вольфрама φ3 мм, диаметр сопла φ10 мм, чистота аргона 99.99%.
Ⅳ, Механическая шлифовка и очистка фаски и ее края ацетоном.
V, форма скоса и последовательность сварки
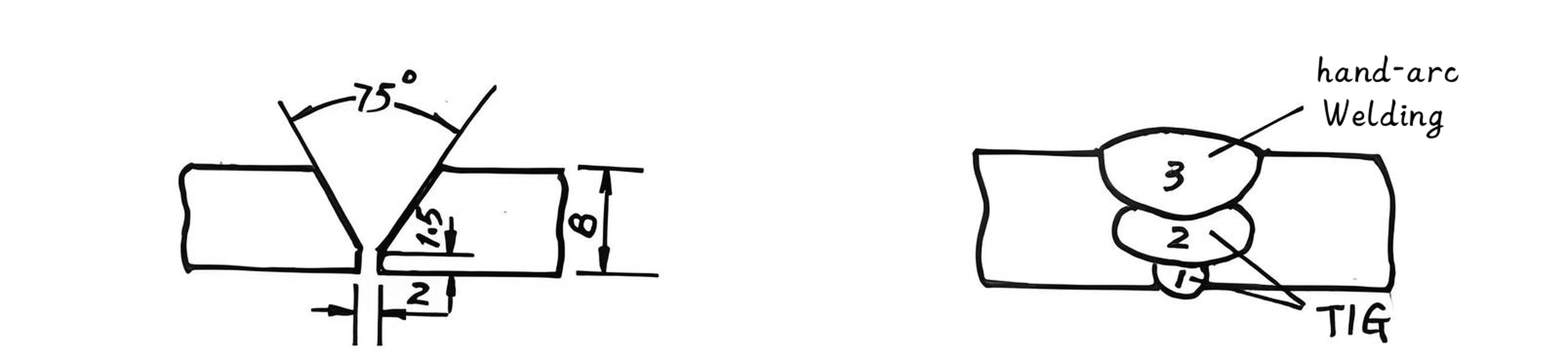
| Метод сварки | Уровни сварки | Сварочный ток (A) | Напряжение дуги (В) | Скорость сварки (см/мин) | 12 | Скорость потока аргона (л/мин) | Температура прослойки (°C) |
|---|---|---|---|---|---|---|---|
| TIG | Подложка | 70 ~ 120 | 14 ~ 18 | 10 | 10080 | 8 ~ 12 | / |
| TIG | Второй | 95 ~ 120 | 14 ~ 18 | 6 | 15400 | 8 ~ 12 | Менее 100 |
| Ручная дуговая сварка | Покровный слой | 110 ~ 120 | 22 ~ 24 | 7 | 20740 | / | Менее 100 |
VIII, Присадочную проволоку следует держать под соответствующим углом для быстрой подачи.
Ⅸ, Контролируйте глубину плавления во время нанесения и поддерживайте коэффициент плавления ниже 50%. Также используйте низкий ток.
Ⅹ, Лучше всего использовать узкие и плоские траектории сварки. При сварке деталей с приподнятыми торцами следует минимизировать объем расплавленной ванны, чтобы облегчить формирование шва. При закрытии дуги обратите внимание на заполнение дугового промежутка.
Ⅺ, Используйте короткодуговую сварку, чтобы избежать чрезмерного поступления вредных газов в процессе сварки.



