UNS N04400également appelé monel 400, MCu-28-1,5-1,8 ou Ni68Cu28Fe.
Il s'agit d'un alliage à base de nickel matériau de bonne qualité résistance à la corrosion dans l'eau de mer, les solvants chimiques et divers milieux acides.
En particulier pour la résistance à la corrosion par l'acide fluorhydrique, il se classe au premier rang des alliages généraux à base de nickel.
Les principaux composants de Monel 400 sont NICKEL et CUIVRE.
Précautions de soudage pour N04400
Le Monel 400 a de bonnes performances de soudage, il peut être soudé au TIG et au MIG, il peut être soudé à l'aide d'un corps en Monel ou d'un fil, d'une électrode en EniCu-7. Il peut également être soudé à l'arc électrique manuel et à l'arc submergé, et peut être soudé avec de l'acier au carbone et de l'acier faiblement allié. Nous vous rappelons les deux points suivants.
Facile à produire des fissures thermiques, en particulier dans le puits d'arc, la sensibilité aux fissures est plus grande. Principalement dans le puits d'arc, la ségrégation S, P, S, P et Ni forme un co-cristal à bas point de fusion. Dans le processus de cristallisation de la soudure, la ségrégation à la limite du cristal, sous l'action de la contrainte de traction, produit des fissures. La teneur en S, P doit donc être strictement contrôlée.
Le métal liquide est peu fluide et peut dissoudre des gaz tels que l'oxygène, l'azote et l'hydrogène, ce qui le rend sujet à la porosité.
N04400 Soudage Description
Afin de tester les performances et le processus de soudage, nous prenons l'exemple d'un client pour réaliser un guide de test de soudage.
Spécifications des plaques d'essai
Deux plaques d'essai 10*300*100, angle de biseau de soudage de 37,5°, bord émoussé de 4 mm, utilisant un traitement à la raboteuse. L'origine de la plaque d'essai est VDM, Allemagne.
Test du processus de soudage
Le processus de soudage d'essai consiste d'abord à biseauter, puis à assembler la plaque d'essai et à la souder par points, en y ajoutant les plaques d'entrée et de sortie 304.
Ensuite, un nettoyage avant soudage est effectué pour préparer le soudage.
Le soudage est automatisé, utilisant le procédé PAW pour l'apprêt, suivi de trois passes de fil d'apport TIG et d'un soudage de couverture.
Une fois le soudage terminé, une inspection RT a été effectuée et des essais mécaniques ont été réalisés.
En raison de la taille limitée de la plaque d'essai, l'essai mécanique n'a pu réaliser que l'essai de traction et l'essai de flexion avant et arrière de la soudure.
Situation de soudage
L'opérateur doit travailler de manière standardisée et contrôler correctement les paramètres de soudage. À ce stade, la plaque soudée présente une bonne qualité de soudage et répond aux exigences de performance de l'alliage N04400.
Utilisation petite chaleur afin de réduire la probabilité de fissuration. Faibles spécifications de soudage (courant, tension, vitesse de soudage) afin de réduire les risques de déformation et les défauts de soudage. Contrôler la température de l'intercalaire moins de 100℃ pour réduire l'influence du cycle thermique dans le processus de soudage.
N04400 Procédé de soudage
| Désignation | Diamètre (mm) | C | Mn | Si | S | P | Al | Fe | Ti | Cu | Ni+Co | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fil de soudure | 1.6 | 0.072 | 3.53 | 0.97 | 0.001 | 0.005 | 0.12 | 0.12 | 2.35 | Reste | 65.11 | / |
| Baguette de soudage | 3.2 | 0.10 | 3.38 | 0.84 | 0.003 | 0.005 | 0.22 | 0,45/td> | 0.74 | 29.52 | / | 64.74 |
Ⅱ, Baguette de soudage 350℃×1h séchage ; fil attention au nettoyage de la surface.Normalement aucun préchauffage n'est nécessaire. Préchauffer à moins de 100°C si nécessaire.
Ⅲ, polarité de soudage à l'arc pour connexion DC inversée, TIG pour connexion DC positive, diamètre de tungstène pour connexion positive, diamètre de tungstène φ3mm, diamètre de buse φ10mm, pureté de l'argon 99,99%.
Ⅳ, Meuler mécaniquement et frotter le biseau et son bord avec de l'acétone.
V, forme du biseau et séquence de soudage
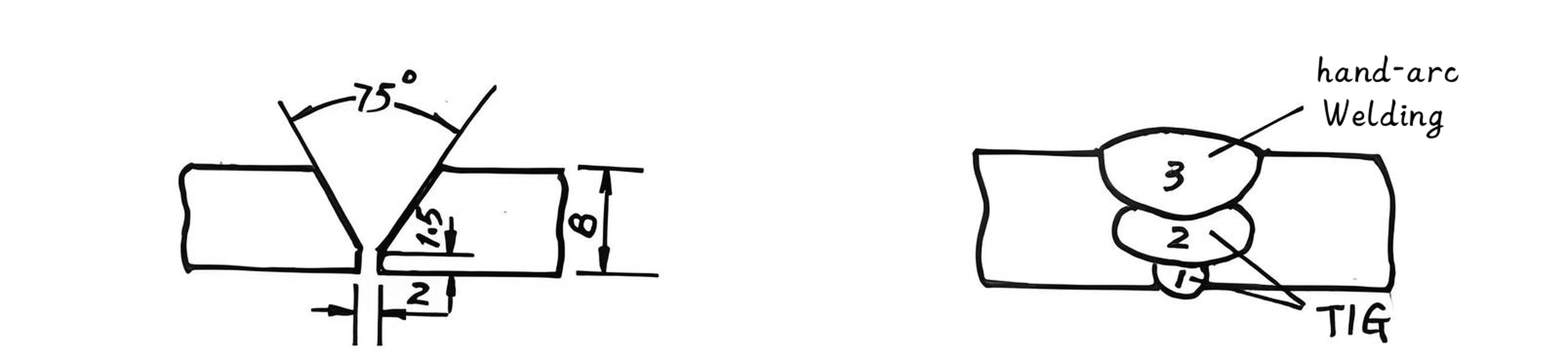
| Méthode de soudage | Niveaux de soudage | Courant de soudage (A) | Tension d'arc (V) | Vitesse de soudage (cm/min) | 12 | Débit d'argon (L/min) | Température entre les couches ( °C) |
|---|---|---|---|---|---|---|---|
| TIG | Sous-couche | 70 ~ 120 | 14 ~ 18 | 10 | 10080 | 8 ~ 12 | / |
| TIG | Deuxième | 95 ~ 120 | 14 ~ 18 | 6 | 15400 | 8 ~ 12 | Moins de 100 |
| Soudage à l'arc manuel | Couche de couverture | 110 ~ 120 | 22 ~ 24 | 7 | 20740 | / | Moins de 100 |
VIII. Le fil d'apport doit être maintenu à un angle approprié pour une alimentation rapide.
Ⅸ, contrôler la profondeur de fusion pendant l'application et maintenir le rapport de fusion en dessous de 50%. Utiliser également un courant faible.
Ⅹ, les trajectoires de soudure étroites et plates sont les meilleures. Les pièces soudées en hauteur doivent minimiser le volume du bain de fusion, afin de faciliter la mise en forme de la soudure. Lors de la fermeture de l'arc, veillez à remplir le puits d'arc.
Ⅺ, Utiliser le soudage à l'arc court pour éviter l'absorption excessive de gaz nocifs pendant le processus de soudage.
Vous voudrez peut-être aussi lire :
L'art et la science du soudage de tuyaux