UNS N04400también llamado monel 400,MCu-28-1.5-1.8 o Ni68Cu28Fe.
Se trata de un aleación a base de níquel material con buena resistencia a la corrosión en agua de mar, disolventes químicos y diversos medios ácidos.
Especialmente en resistencia a la corrosión por ácido fluorhídrico, ocupa el primer lugar en el ranking general de aleaciones con base de níquel.
El principal componentes de Monel 400 son NÍQUEL y COBRE.
Precauciones de soldadura para N04400
Monel 400 tiene un buen rendimiento de soldadura, puede ser TIG y MIG método, puede utilizar Monel cuerpo o EniCu-7 alambre, electrodo. O manual de soldadura por arco eléctrico y soldadura por arco sumergido, se puede soldar con acero al carbono y acero de baja aleación. Le recordamos los dos puntos siguientes.
Es fácil que se produzcan grietas térmicas, especialmente en la fosa de arco, donde la sensibilidad a las grietas es mayor. Principalmente en el pozo de arco S, P segregación, S, P y Ni forman un co-cristal de bajo punto de fusión. En el proceso de cristalización de la soldadura, la segregación en el límite cristalino, bajo la acción de la tensión de tracción para producir grietas. Por lo tanto, el contenido de S, P debe controlarse estrictamente.
El metal líquido tiene poca fluidez y puede disolver gases como el oxígeno, el nitrógeno y el hidrógeno, por lo que es propenso a la porosidad.
N04400 Soldadura Descripción
Para probar su rendimiento y proceso de soldadura, citamos un ejemplo de cliente para hacer la guía de prueba de soldadura.
Especificaciones de la placa de ensayo
Dos placas de prueba de 10*300*100, ángulo de biselado de soldadura 37,5°, borde romo 4mm, utilizando un proceso de cepillado. El origen de la placa de prueba es VDM, Alemania.
Proceso de soldadura de prueba
El proceso de soldadura de prueba consiste en biselar primero, ensamblar después la placa de prueba y soldarla por puntos, añadiendo la placa de entrada y salida 304.
A continuación, se realiza la limpieza previa a la soldadura para prepararla.
La soldadura está automatizada, utilizando el proceso PAW para la imprimación, seguido de tres pasadas de alambre de relleno TIG y soldadura de la cubierta.
Una vez finalizada la soldadura, se llevó a cabo la inspección RT y se realizaron pruebas mecánicas.
Debido al tamaño limitado de la placa de prueba, la prueba mecánica sólo pudo completar la prueba de tracción y la prueba de flexión hacia delante y hacia atrás de la soldadura.
Situación de la soldadura
El operario debe operar de forma estandarizada y controlar adecuadamente los parámetros de soldadura. En este momento, la placa soldada tiene una buena calidad de soldadura y cumple los requisitos de rendimiento de la aleación N04400.
Utilice poco calor de entrada para reducir la probabilidad de agrietamiento. Especificaciones de soldadura bajas (corriente, tensión, velocidad de soldadura) para reducir el riesgo de deformación y los defectos de soldadura. Control de la temperatura entre capas menos de 100℃ para reducir la influencia del ciclo térmico en el proceso de soldadura.
N04400 Proceso de soldadura
| Designación | Diámetro (mm) | C | Minnesota | Si | S | P | Alabama | Fe | Ti | Cu | Ni+Co | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Alambre de soldadura | 1.6 | 0.072 | 3.53 | 0.97 | 0.001 | 0.005 | 0.12 | 0.12 | 2.35 | Resto | 65.11 | / |
| Varilla de soldadura | 3.2 | 0.10 | 3.38 | 0.84 | 0.003 | 0.005 | 0.22 | 0,45/td> | 0.74 | 29.52 | / | 64.74 |
Ⅱ, Varilla de soldadura 350℃×1h de secado; alambre prestar atención a la limpieza de la superficie.Normalmente no precalentamiento en necesario. Precalentar por debajo de 100°C si es necesario.
Ⅲ, polaridad de soldadura por arco para conexión inversa DC, TIG para conexión positiva DC, diámetro de tungsteno conexión positiva, diámetro de tungsteno φ3mm, diámetro de boquilla φ10mm, pureza de argón 99,99%.
Ⅳ, Afilado mecánico y fregar el bisel y su filo con acetona.
V, forma biselada y secuencia de soldadura
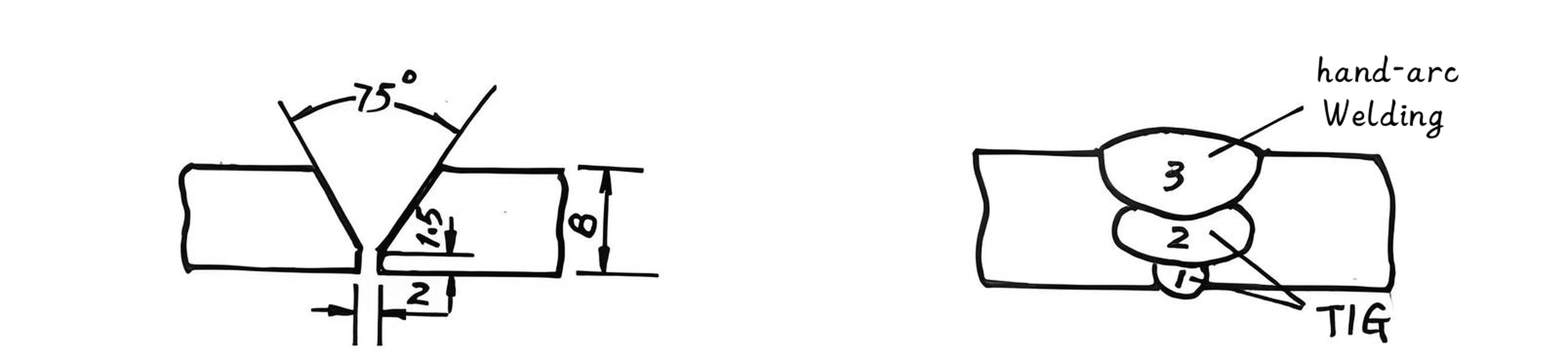
| Método de soldadura | Niveles de soldadura | Corriente de soldadura (A) | Tensión del arco (V) | Velocidad de soldadura (cm/min) | 12 | Caudal de argón (L/min) | Temperatura entre capas ( °C) |
|---|---|---|---|---|---|---|---|
| TIG | Capa inferior | 70 ~ 120 | 14 ~ 18 | 10 | 10080 | 8 ~ 12 | / |
| TIG | Segundo | 95 ~ 120 | 14 ~ 18 | 6 | 15400 | 8 ~ 12 | Menos del 100 |
| Soldadura por arco manual | Capa de cubierta | 110 ~ 120 | 22 ~ 24 | 7 | 20740 | / | Menos del 100 |
VIII, El alambre de relleno debe mantenerse en un ángulo adecuado para una alimentación rápida.
Ⅸ, Controle la profundidad de fusión durante la aplicación y mantenga la relación de fusión por debajo de 50%. Utilice también una corriente baja.
Ⅹ, Las trayectorias de soldadura estrechas y planas son las mejores. Las piezas de soldadura frontal elevadas deben minimizar el volumen del baño de fusión, para facilitar la conformación de la soldadura. Al cerrar el arco, prestar atención a llenar la fosa del arco.
Ⅺ, Utilice soldadura de arco corto para evitar la ingesta excesiva de gases nocivos durante el proceso de soldadura.
Puede que también quiera leer:
El arte y la ciencia de la soldadura de tuberías



